Mercian Labels targets lights-out converting
The UK converter has embarked on a journey with industry partners ABG, Cerm and Screen to realize a fully automated non-stop digital label converting operation.

The Lights Out team from ABG, Cerm and Mercian win the Team Global Label Award
Mercian Labels claims to have implemented a huge stride forward toward the first truly ‘lights out’ workflow at a label converting plant in an award-winning collaboration with ABG, Cerm and Screen.
‘What we have here is an automated nonstop process for the conversion of complex, short-run digital jobs,’ explains Dr Adrian Steele, managing director at Mercian Labels. ‘The only operator intervention is to feed cores to the turret rewind and change die plates.’
Matt Burton, international sales director at ABG, confirms:
‘This is without doubt the most automated and integrated project we have undertaken.’
Mercian Labels and its partners won the Team Achievement Award for the ‘Lights-Out’ project at Labelexpo Europe 2023.
Founded in 1969, Mercian Labels moved to its current 24,000sqft plant in Burntwood, Staffordshire in the UK a decade ago to house its expanding range of equipment, which now includes Edale narrow web flexo presses, and both Screen and Xeikon digital presses, along with a range of finishing equipment.
The company specializes in short-run work incorporating complex variable data elements for end-user markets, including e-cigarettes, pharma, chemicals, food and blood products. Generally, these products do not require any embellishment aside from a gloss or matte over-varnish.
Steele first considered the lights-out concept as far back as 2016 after Mercian Labels adopted Cerm as its ERP provider.
‘Matt (Burton) and I met and defined a lights-out vision. I wanted to be able to take a 1,000m reel containing 10 different jobs, each job consisting of 10 SKUs of different roll sizes for a total of 150 rolls. I wanted to be able to load that into a converting machine, turn the lights out and see 150 inspected, finished reels coming out the end.’
At that stage neither ABG nor Mercian were ready, recalls Steele. ‘I believed it was an essential transition for the label industry, but we did not know how we would bring it about. Our view was, this has to be done by someone, and together we were very well placed to tackle this “elephant in the room” so we decided to start on that journey.’
It took the best part of three years to fully replace Mercian’s previously self-built ERP with the Cerm MIS and to understand how to drive it effectively. At the end of that process, the company’s productivity had already nearly doubled. By 2019, Steele felt the pieces were finally in place and in 2020, feasibility and design studies were undertaken for a system that would allow an automated ABG converting line to integrate seamlessly with Cerm and the company’s digital presses.
‘This did require a huge cultural shift for both Mercian and our suppliers,’ says Steele. ‘The usual approach prior to this is you install a new machine and there is no integration. Companies in the label industry are not used to building machines that interface with other people’s machines and ERP software.’
ABG gets to work
‘I was clear that this is the way the market is going to go,’ recalls Burton. ‘We looked at the sheet-fed business for our model with its high levels of automation and digital integration. But you cannot simply bolt a system like this together. It took us six to 12 months just to work out a way of taking a JDF (Job Definition Format) description of the job from Cerm all the way to the automatic setting of the ABG Digicon so it could run itself.’
Burton emphasizes that the converting line installed at Mercian is a standard Digicon machine. ‘All these modules have been around for a long time, but up to now, we have not managed to get them automated and integrated. This is the first machine where we have applied the full ABG Connect Server software. The only new hardware required was a QR code reader and a Windows PC built into the Digicon.’
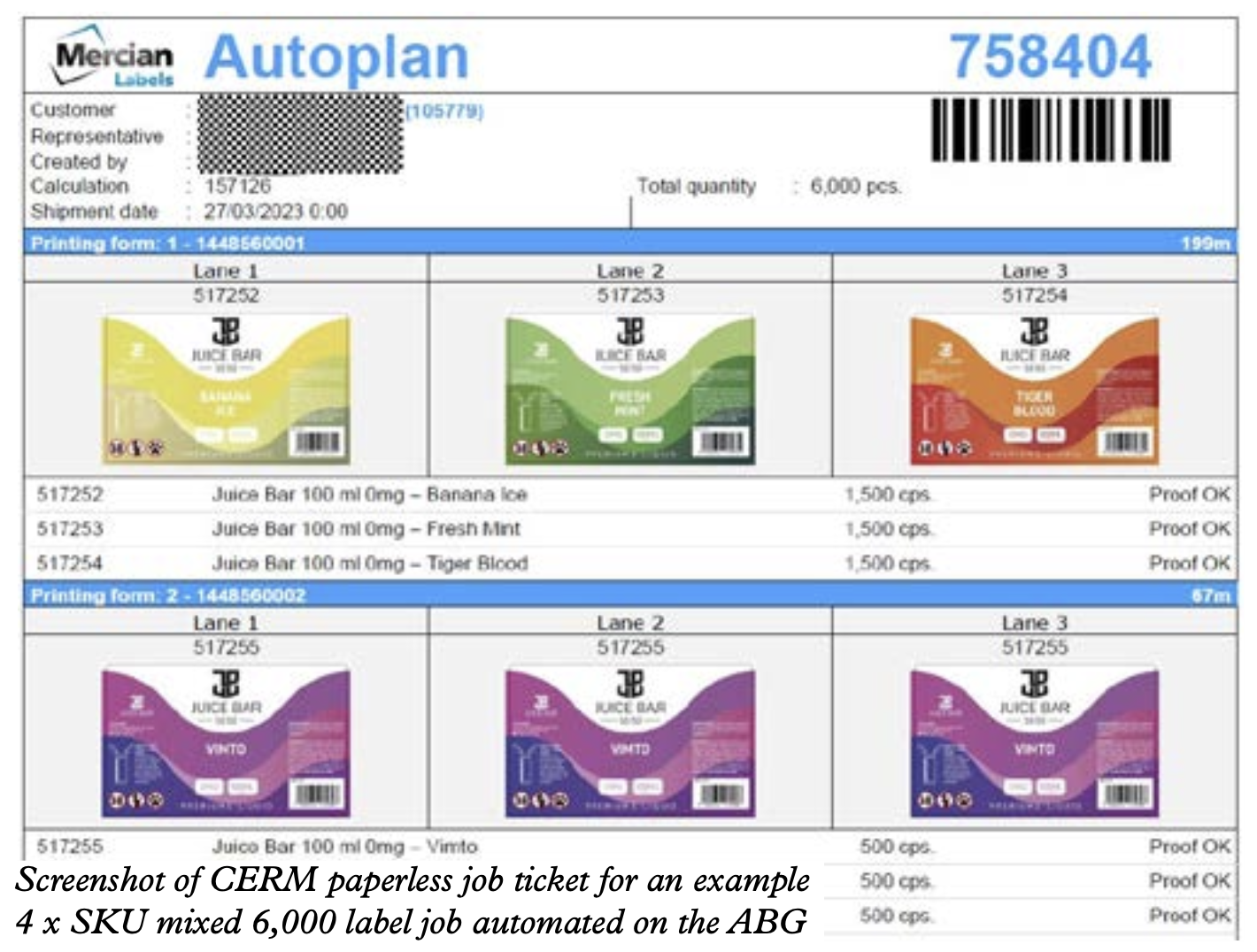
The specification called for every process to run on the Digicon instructed from a QR code digitally printed at the head of each new SKU, automatically imposed by the digital print engine via the job JDF. The Digicon should operate nonstop, and everything would be turreted.
The project had to be paused during Covid, so the Digicon was not installed until October 2021. It took nine months from installation to be fully up and running as Mercian adapted and debugged the new software architecture into a stable, fully production-ready platform.
Screen joined the project in 2021. The integration process was made easier because Screen’s Equios software already had a basic integration to Cerm’s MIS. The Screen press was able to process job information from Cerm’s JDF file and generate QR codes to run the Digicon automation.
Mercian’s Xeikon CX3 press can also drive the Digicon, as its X800 workflow already connects to CERM.
Culture change
The Lights Out project required a change of culture and organization at Mercian Labels, with responsibility for setting up each job on the Digicon effectively shifting from the machine operator to the sales administration function.
‘We had to understand how to enter data into the Cerm ERP with a whole new level of accuracy and how to check it is correct, so the front end was the key,’ explains Steele.
A new operational position was created called the technical sales administrator. That person takes a job order from the sales team and sets it up in Cerm, outputting a JDF file which will eventually drive both the Screen digital print engine and the Digicon via a series of JMF (Job Messaging Format) commands.
‘Responsibility for correct machine operation now moves from the operator to this person,’ says Steele. ‘The key skillset here is accuracy. We have created two new roles. One candidate was new to the industry and the other had moved from a hot foil operator, so neither were IT specialists.’
ABG developed a novel pre-flight program that checks the
JDF to ensure that the printed job will run smoothly through the automated Digicon.
‘This is now a key part of our ABG Connect software, so you can’t put a job on the machine that will not work,’ explains Burton. ‘This is currently the only JDF pre-flight software in this market with full ERP integration.’
A practical example of how this new workflow operates would be the application of a gloss varnish. The Digicon has two flexo stations, one for matte and one for gloss varnish. When the sales team selects ‘gloss’ this is coded into the JDF. The Screen press then prints the associated QR code which, when read on the Digicon, engages the appropriate flexo unit and the GEW AeroLED LED-UV lamp. This all takes place with no operator involvement.
The automatable processes on the Digicon line includes auto flexo varnish on/off for the two varnish stations, auto back slitting and auto knife-box setting with non-stop matrix extraction and turret rewinding. Although core loading is manual, an automated core stop driven by the JDF ensures exact positioning of the correct size of core ready for presentation to the glueless turret wrap head.
The Digicon’s automatic registration system reads a printed line on the edge of the web rather than an edge guide ensuring that tiny variations in distance from the edge of the web to the center of the print make no difference to the finished roll quality.
Inspection and QC
The inspection system is ABG’s own FleyeVision technology and tightly integrated into the automated workflow. The QR code at the head of each new SKU calls up the related PDF image to the ABG Connect Server from the Cerm-connected file server, which displays a multi-SKU stitched image on the monitor in preparation for automated comparison to the golden image.
The FleyeVision camera inspects 100 percent of the print and
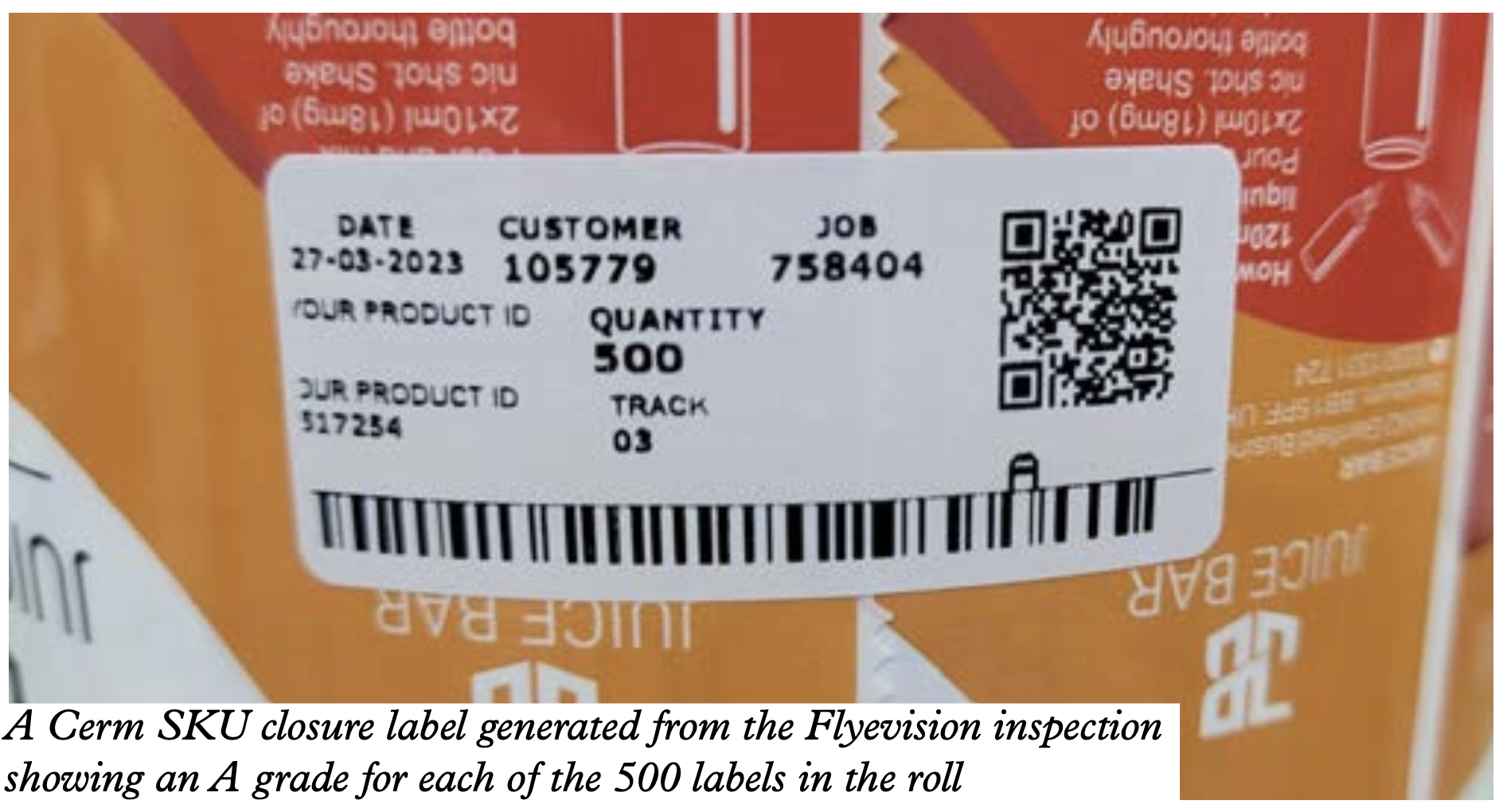
grades the finished roll A (pass) or B (rework may be required). A JMF message is then passed to Cerm which instructs the printing of a closing label for that roll. The closing label contains
the A/B grading along with full material tracking from the original EPSMA data from the raw material supplier, and shipping information pulled from the Cerm ERP. This information is scannable as a barcode. ‘Each roll has been booked into stock before it leaves the machine,’ says Steele.
The FleyeVision camera generates a roll map for the ‘B’ rolls which allows the QC operator to assess whether detected faults are outside commercial specifications. The B roll is then placed onto a networked inspection/rewinder which stops the roll at each defective label for removal or replacement.
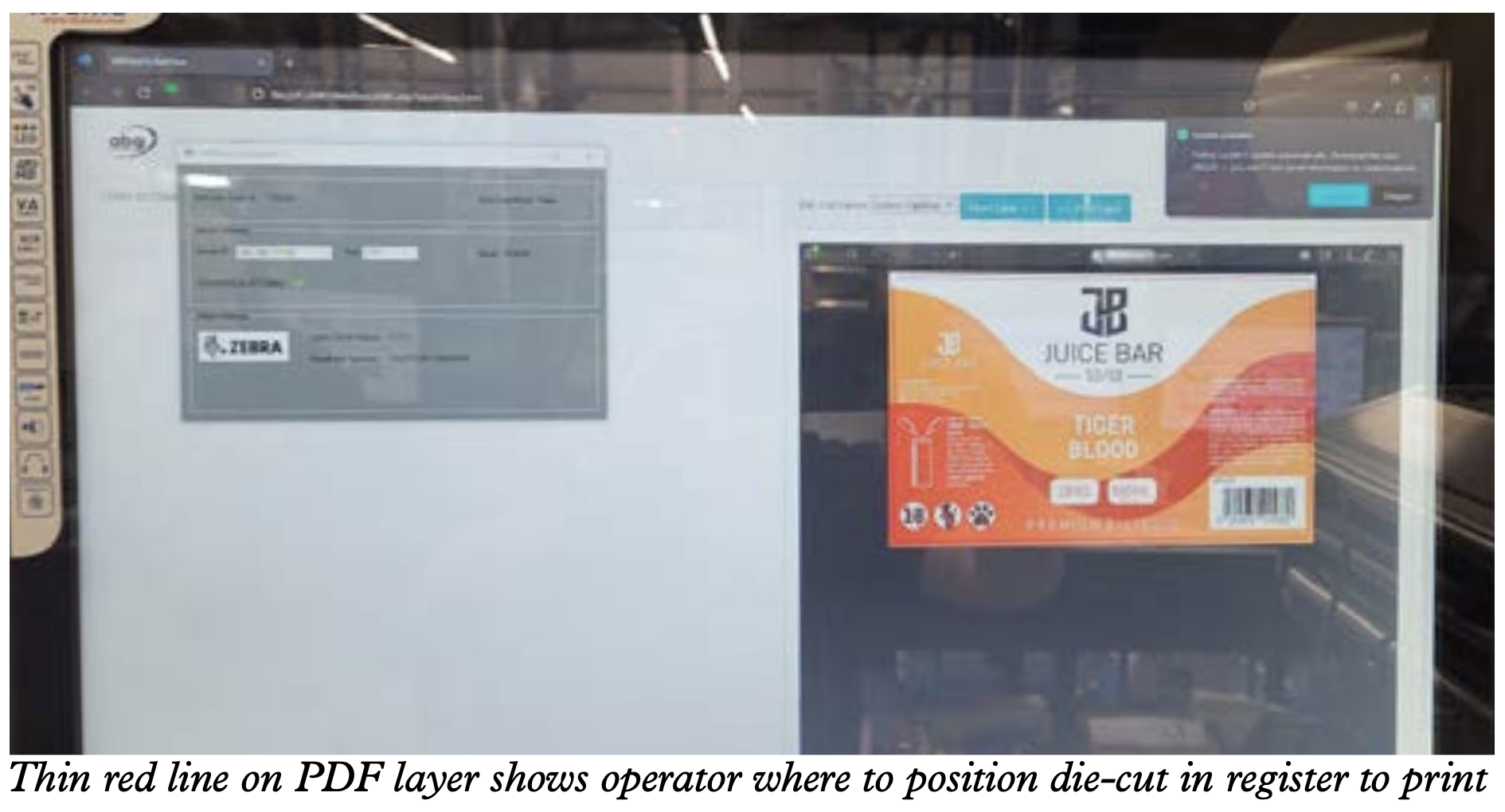
A further automated step is to call up an automatically generated die-line file from the prepress workflow onto the Digicon’s monitor screen which assists the operator in manually positioning the flexible die relative to the print. Camera assistance uses industry-standard register marks on all flexible dies to enable exact die-cut position, typically within two meters of web.
Quick-change mandrels were also specified so an operator can perform an SMED swap from 76mm to 44mm core sizes in under four minutes.
Mercian has developed a direct EDI link to RotoMetrics. Cutter imposition profiles are automatically generated by the Cerm system and sent electronically as XML files for automatic import into RotoMetric’s ERP using Cerm’s die-cutter tooling export format.
The waste between jobs is a regular three meters, which is the minimum length required to prime a glueless turret roll. This waste is used productively to repair reels to 100 percent and to provide a retained sample for BRC purposes. Customers are encouraged to return their cores for reuse.
‘Waste is now predetermined by the system, and is not dependent on operator skill levels,’ reports Steele. ‘So now waste is a known quantity set by the TSAs and optimized by the operations team in a Plan-Do-Check-Act cycle.’
Powerful impact
The most powerful way to understand how automation has impacted Mercian’s operations is to compare the same job before and after automation. Steele gives the example of a job digitally printed and converted conventionally in June 2022 in a two-stage process involving converting and rewinding. The job was for 117,600 labels in 102 SKUs, which totals 112 rolls with 1,050 labels per roll. Total work time was just under six hours.
The same job was printed again in September 2022 but now automated with ABG Connect in a one-pass non-stop operation taking 1 hour 46 minutes – a 74 percent cutback in total work time.
‘So far we have had zero complaints and no rejects relating to our automated finishing,’ says Steele. ‘We’ve never had a wrong slitting pattern or the wrong varnish. We now have 94 percent of jobs going on-time in-full (OTIF) with a three-day lead time.’
The Digicon line reports real-time production data from the ABG Connect Server back to the Cerm MIS, and the Screen press similarly reports a range of data back to Cerm, including, for example, ink consumption per job.
‘Our production costing is now much more accurate – and we have that costing information even before the job is printed,’ notes Steele. ‘This is critical as we have very few repeat jobs.’
Next steps
As we have seen, there are still some process steps which require manual intervention. Achieving a fully non-stop process would require fully automated die loading, automated digital embellishment and core cutting on demand.
Automated die loading would require registering Mercian’s extensive die library, which amounts to multiple thousands of dies. ‘It would be prohibitive to have all these remade with a bespoke registration marking to enable full automated loading, registration and ejection. So there will remain a limitation on the speed of die changes on the Digicon where legacy dies are used,’ says Steele.
Laser die-cutting was not considered even though it is available with ABG Connect. ‘Laser is too slow and the risk of liner damage is too high for our marketplace,’ states Steele. ‘So at the moment, changing die plates looks like a difficult lights-out proposition to make commercially viable. Technically it is possible, and Matt (Burton) and I have discussed a way forward, but the commercials simply aren’t there to pursue it at this time.’
What about replacing the flexo varnish units with inkjet? ‘We did not want, at this stage, to push the boundaries to introduce fully automated digital embellishment, but this will be our next step,’ confirms Steele. ‘For us, it is just another PDF layer in the design file, in exactly the same way as a die-cut line.’
Burton says this is a priority area of development for ABG. ‘We are working on adding our digital embellishment technology into ABG Connect to provide further benefits to Connect customers and take digital finishing to the next level. We are ... offering automated core cutting with Connect to cut cores on demand. The next step is to automate the loading onto the machinery. Customers are helping us understand what the requirements are.’
Conclusion
Implementation of the Lights-Out project at Mercian Labels called for a major change in mindset.
‘A continuous improvement culture is vital to start the journey towards automated finishing,’ says Steele. ‘It is a strategy and not just a purchase, and the ramp-up from installation took us nearly a year. Support from your digital print technology provider is essential to present jobs that are convertible via automation. And you need a high-quality ERP like Cerm or a very strong software team if you are developing your own system.’
While most customers think they are not ready for automation yet, this is simply not the case, adds Burton. ‘The first requirement is that an ERP system must already be in place and most converters are still in the paper-based job ticket world and not the world of JDF.’
To support converters on this journey, ABG Connect will be available in three levels: basic, standard and Connect Plus (the system implemented at Mercian). ‘We want to show that the advancements on this project are available at some level to all converters and that they can embark on the journey and increase automation levels as they progress,’ says Burton.
Another key point is suppliers must break out from their own closed ecosystems. ‘Before this project, we were just focusing on our own kit,’ says Burton. ‘That’s what we’ve learned most from this. We need to look at how things integrate rather than just chasing faster speeds. This is not always what is wanted.’
Cybersecurity was another issue not considered before.
‘This was a complex integration into a live ERP and so we had to consider the key issue of cybersecurity since it involves integrating a Digicon directly to the “crown jewels” of Mercian’s ERP and IT servers,’ says Burton. ‘Automated printing and converting machines need to be patched and secured like any other endpoint in a network.’
Automation and integration on this level are easier to talk about than to do. The labels industry needs pioneers like Mercian Labels and its partners to put in the hard miles and light the way ahead for the wider industry. L&L will be returning to Mercian to see how the project progresses.
ABG’s latest automated finishing equipment can next be seen at Labelexpo Americas 2024.
Stay up to date
Subscribe to the free Label News newsletter and receive the latest content every week. We'll never share your email address.

