Simplify internal logistics with Kanban

There have been several articles written explaining the cause for this inability to satisfy demands but it is tough for converters to be empathetic to the suppliers when their end customers are feeling the stress caused by outages and outrage from consumers. The bullwhip effect of supply chain drama and fatigue has fractured many relationships, jeopardizing business taken years to obtain.
 Everyone is looking for relief, often pulling people away from their typical jobs to help expedite and find alternative solutions to the missed delivery or missed opportunity. These special activities are called workarounds or substitute processes. Substitute processes are put in place, often accidentally, and have a costly impact on productivity. An example is a salesperson who has to repeatedly call a client to inform them of another delay when they should be spending their time making sales calls. At the same time, the salesperson is explaining another round of pricing impact to an already irate customer. Some organizations' salespeople are reporting a 40 percent loss of productivity in these types of activities. When the material finally does arrive, scheduling yields in expediting drives activities like breaking production runs, duplicate set-ups, overtime, air freight, and loss of the plant's cadence to a standard demand. All of these substitute processes cost the converter significantly. A problem with one customer can easily lead to a problem with many if the substitute processes are not eliminated quickly. There is nothing more costly than the loss of a customer.
Everyone is looking for relief, often pulling people away from their typical jobs to help expedite and find alternative solutions to the missed delivery or missed opportunity. These special activities are called workarounds or substitute processes. Substitute processes are put in place, often accidentally, and have a costly impact on productivity. An example is a salesperson who has to repeatedly call a client to inform them of another delay when they should be spending their time making sales calls. At the same time, the salesperson is explaining another round of pricing impact to an already irate customer. Some organizations' salespeople are reporting a 40 percent loss of productivity in these types of activities. When the material finally does arrive, scheduling yields in expediting drives activities like breaking production runs, duplicate set-ups, overtime, air freight, and loss of the plant's cadence to a standard demand. All of these substitute processes cost the converter significantly. A problem with one customer can easily lead to a problem with many if the substitute processes are not eliminated quickly. There is nothing more costly than the loss of a customer.
Logistics
As converters wrestle with problems outside their control, they are also learning that their internal logistics controls are wanting. Many converters have never had sophisticated inventory management systems, relying heavily on the supplier’s distribution channel to satisfy quick demands from multiple warehouses. Variability of supply was of little consequence and converters focused their efforts on the demand side of the business. The growth patterns of the market provided ample opportunity for all converters and continuous improvement activities primarily focused on lead time reduction by improving set-up times and working on press operational efficiencies.
I've demonstrated there is a dynamic opportunity to gain improvement by examining upfront processes including material availability and presentation. The amount of waste generated by damaging raw material from overhandling can easily add 5-15 percent to overall waste. The current fragile raw material supply chain has exacerbated the problem. Raw material suppliers are pushing lead times and missing committed ship dates often communicated just days before. These problems have persisted for two years with little relief in sight. As a result, converters trying to take a global perspective of material availability are forecasting demands in hopes they can take preventive action and avoid costly material shortages. It has also become difficult to discuss longer-term growth opportunities when the organization is focused on keeping the customers.
Operation leaders are taking action by looking to substitute materials and are busy trying to qualify other material suppliers. Just-in-case purchasing has ensued and we are now seeing stockpiles of raw material show up on the docks. The facilities are not prepared for an influx of raw material, with little room for storage and often lacking an inventory control system. These stockpiling substitute process steps are now driving a need for unscheduled spending for material handling equipment such as narrow web fork trucks, rack systems, and even mezzanine construction. Unprepared material control groups are staging material in any nook they can find in their facility including the office area, where I have seen rolls of raw material in the lunchrooms and between desks. This is not the normal safety stock practice but rather a case for hoping they have the right material. Longer-term, all of these shops are also looking for IT investments for software solutions to help manage the situation. IT projects often call for a different set of expertise than most converters have in-house.
 Separating external focus from internal focus needs compartmentalization. Internally some steps can help control some of the chaos. Many material management systems ‘push’ demands based on forecasts in addition to real orders. This require a fully accurate bill of material and extensive computer system knowledge that may be working blindly to what is actually occurring on the production floor. The push process assumes all the pick sheet data is accurate and backflush driven by closed orders is occurring timely. Unplanned variables introduced during production also play a factor, such as damaged rolls in transit, quality issues during the production run, stock outages caused by late delivery, unreported material substitutions or other uncontrolled factors. This push leads to overbuying inventory. The better answer is to implement a simple ‘pull system’ less dependent on forecast accuracy and sensitive to real-time behavior in production. The better software solutions have learned how to incorporate pull demands but there is no need to wait for a new software system to get started. The first rule of any improvement step is to simplify a process before automating a process. Setting up a pull system with a Kanban process allows us to simplify demand management, maintain visual control of material, and signal order replenishment needs.
Separating external focus from internal focus needs compartmentalization. Internally some steps can help control some of the chaos. Many material management systems ‘push’ demands based on forecasts in addition to real orders. This require a fully accurate bill of material and extensive computer system knowledge that may be working blindly to what is actually occurring on the production floor. The push process assumes all the pick sheet data is accurate and backflush driven by closed orders is occurring timely. Unplanned variables introduced during production also play a factor, such as damaged rolls in transit, quality issues during the production run, stock outages caused by late delivery, unreported material substitutions or other uncontrolled factors. This push leads to overbuying inventory. The better answer is to implement a simple ‘pull system’ less dependent on forecast accuracy and sensitive to real-time behavior in production. The better software solutions have learned how to incorporate pull demands but there is no need to wait for a new software system to get started. The first rule of any improvement step is to simplify a process before automating a process. Setting up a pull system with a Kanban process allows us to simplify demand management, maintain visual control of material, and signal order replenishment needs.
Kanban
A Kanban system is a demand management system that starts with a visual signal that links actual demand with production needs instantaneously. The visual alert of the need is typically described as a Kanban card. Starting with a Kanban system today provides a converter time to study future software needs that will complement the material management responsibilities in the future. The best software systems can use the learning from Kanban to provide a better all-around solution for material management.
Getting started is simple and a material Kanban can be set up with a kaizen event in just a few days. It starts with organizing a few people including the person responsible for materials or purchasing of the items. The team should examine part use patterns, replenishment lead times and order multiples. The team can use a simple formula to calculate a recommended Kanban quantity:
Kanban Qty = (Daily Demand x Lead Time X (1 + Safety Factor)/Qty of Cards
The typical number of cards in a Kanban formula depends on the replenishment speed. The calculation outcome can be checked with simple reasoning and common-sense factors.
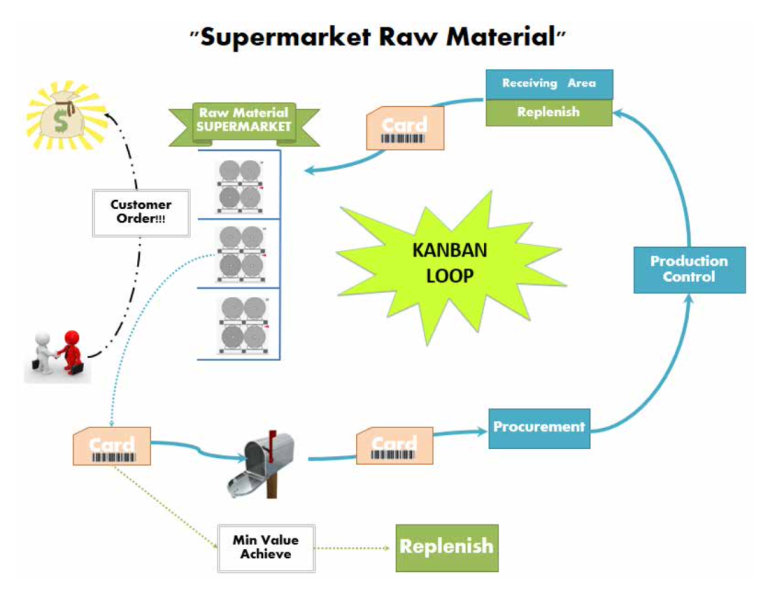
The successful process requires a very good understanding of 5S with defined locations for each of the raw materials. Inside the converter’s facility, they will need to identify fixed location areas, sometimes referred to as supermarkets, in concert with their determined quantity. The team will define how many pallet locations are required based on volume. A card hangs at the area, typically on the rack. The number of pallets typically determines the number of cards. Initially, the material presenter receives a signal to pull raw material to a particular cell of the staging area. The material presenter pulls the material and the corresponding card. The material is delivered and the card is placed in a designated mailbox area for procurement. Purchasing places the order for material and forwards the card to the receiving department. When the material is received, the material presenter puts the material away and replaces the card. This Kanban loop is simple and visual. If a converter has room for sideline storage at the press location, a simple ‘mini mart’ can be established as well. The mini-mart Kanban works the same way and can be refilled from the supermarket area.
 Due to the current fluctuations in availability, it may be a good idea to implement a ‘spike control’ card in the process. Production control can be forewarned of a large spike in demand for a particular raw material from the quoting group or sales updates. By simply adding a spike card into the flow, the procurement team receives a notification to increase initial storage areas for the product. In a visual-managed operation, nothing is completed in a vacuum. In a Kanban system, the visual signals, as well as identified areas, are part of the management process. As leaders of Gemba, they can see the voids and signals making everyone accountable at all times.
Due to the current fluctuations in availability, it may be a good idea to implement a ‘spike control’ card in the process. Production control can be forewarned of a large spike in demand for a particular raw material from the quoting group or sales updates. By simply adding a spike card into the flow, the procurement team receives a notification to increase initial storage areas for the product. In a visual-managed operation, nothing is completed in a vacuum. In a Kanban system, the visual signals, as well as identified areas, are part of the management process. As leaders of Gemba, they can see the voids and signals making everyone accountable at all times.
A converter can build the basics of inventory management using Kanban. Kanban can be used to set up reorder signals for ink, plate roll tape, packaging materials and many other high-use items. A Kanban process can be an anchor to equipment maintenance programs as well. Material availability is going to be sensitive through the remainder of 2022. Converters need to accept this and take on material management activity that puts in place business processes that are stable, instead of the fire drill activities that typically accompany a short-term problem.
A visual management process with 5S as an anchor is important. Operation executives need to review current layout plans, making room for more raw material storage. Every time you move raw material you risk damaging rolls and this adds to waste. Better to review the layout and make the plans for the area that is needed. Converters remind me they are short on space and developing a storage plan is difficult. As a site preparation activity, I generally recommend a 5S kaizen in the current warehouse and storage rack areas. The beginning of this process is to ‘Sort’ using a red tag method to identify items mothballed over the years. The red tag signifies disposition is needed and the items can be removed permanently. Every facility I have toured has old furniture, old materials, old inks, and old tooling taking up valuable real estate that could be redeployed to help with the current material management needs. There is no time to push unnecessary items to the back of the shop; they have to go. There is a new demand for space and it is cost-effective to organize this space to be productive. The supplier variability today is driving this need and addressing it will help your organization maintain productivity to stay focused on the growth opportunities this year. We can't let the disorganization of raw material in our facility impede our response to our customer's demand and we don't have to wait to implement a more productive material management process.
About the author:
Paul Brauss, former CEO of Mark Andy and a past board member of TLMI, is a consultant and executive coach. See Braussconsulting.com, and buy his book at amzn.to/2NFzXkB
Stay up to date
Subscribe to the free Label News newsletter and receive the latest content every week. We'll never share your email address.

