★You are viewing this content as a subscriber
★Subscribers only
Test methods for pressure-sensitive labels
FINAT's technical committee provides globally recognized standardized testing methods (FINAT Test Method or FTM) for the PS label industry
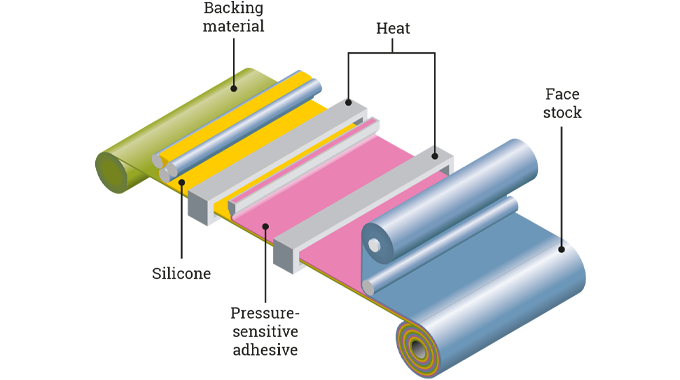
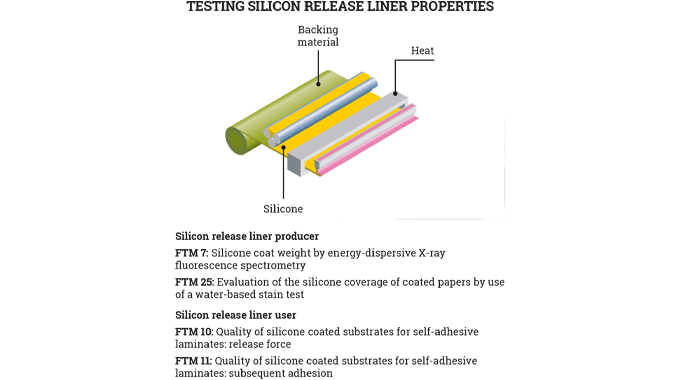
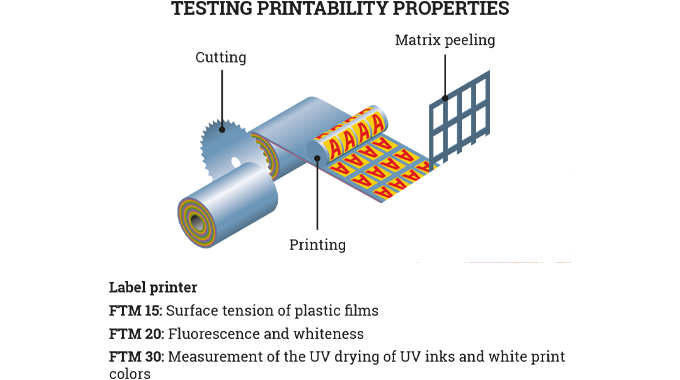
The technical committee of FINAT, the European label industry association, provides globally recognized standardized testing methods (FINAT Test Method or FTM) for the PS label industry.
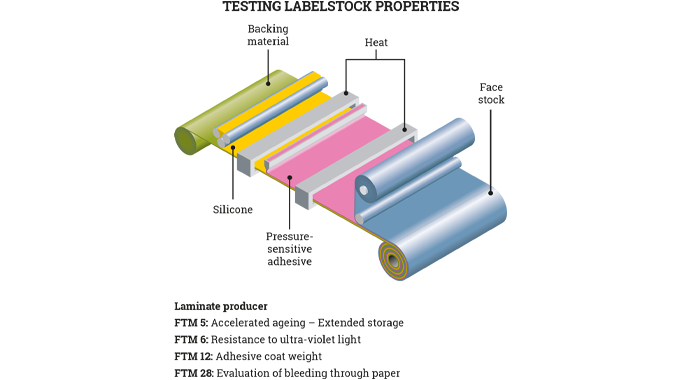
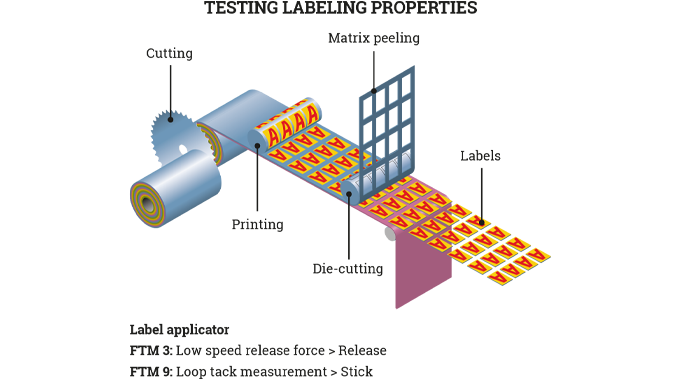
FINAT test methods are dedicated to the whole label production chain (Figure 8.1, 8.2).


Stay up to date
Subscribe to the free Label News newsletter and receive the latest content every week. We'll never share your email address.